ワイヤ加工機の振動抑制技術
刻一刻と振動周期が変化する加工物に対しての振動抑制機能
ワイヤー加工機等では、生産加工時においてワークであるワイヤーが振動発生する可能性があります。
その振動周期は、生産加工中に刻一刻と変化する場合もあります。
ここで紹介するのは、加工中に生産物が刻一刻と振動周期が変化するワイヤー加工中の振動抑制の技術紹介です。
今回試験機により実証いたします。
サーボ制御上のボールネジスライダ上に、長い上側振り子と短い下側振り子を取付、各振り子の振動をレーザーセンサにて測定をおこないます。
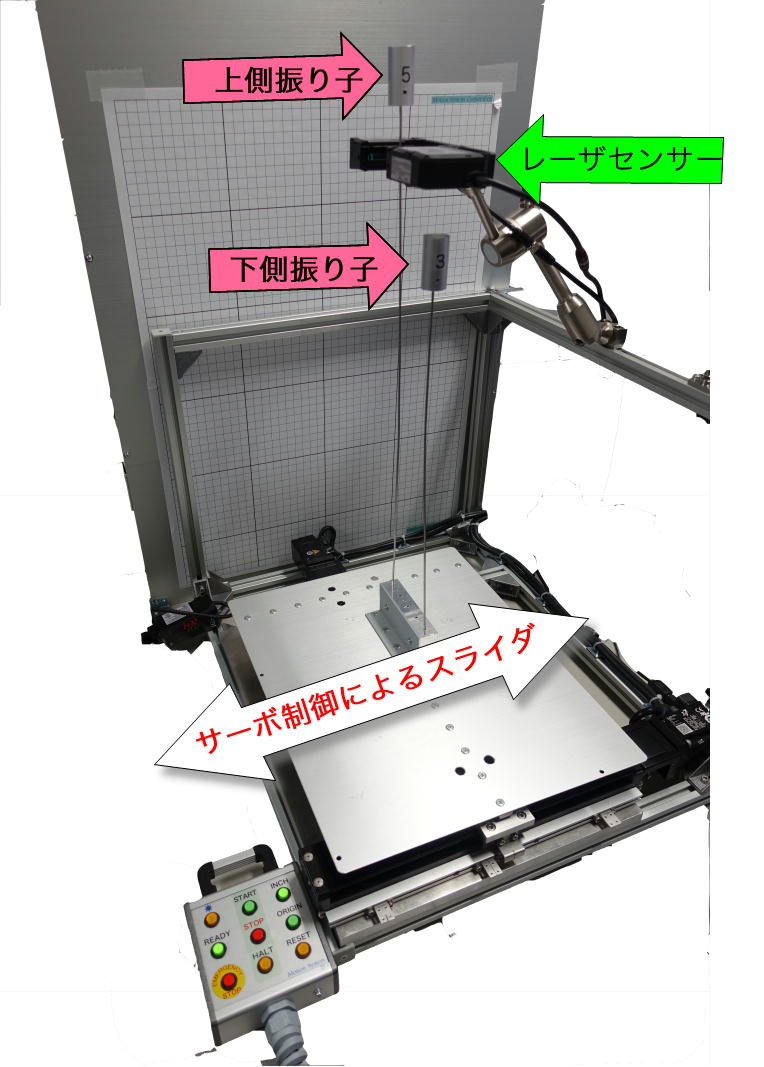
左右にスライダを往復運転するだけでは、2本の長さの違う振り子は、それぞれに振動しています。
それぞれ上下の振り子の振動周波数を測定します。
上側振り子の振動周波数測定中
下側振り子の振動周波数測定中
上側振り子の振動周波数解析結果

下側振り子の振動周波数解析結果

それぞれの振り子の振動周波数解析が完了すれば、各振り子の振動周波数より加減速カーブを演算すれば、上側振り子のみ振動を止めたり、下側振動を止めたり自由に制御することができます。
上だけ止める
下だけ止める
生産加工中にワークが振動を発生して加工精度が悪くなる等では、加工中のワーク振動を止めることが必要となります。
ただ単一振動周波数であれば、サーボドライブ装置の振動抑制機能で振動を止めることができますが、ワイヤー加工機のような刻一刻と振動周波数が変わってく状況では、ここで紹介するように電子カムパターンを計算しての振動抑制機能が有利となります。
- 貴社の状況に合わせたエンジニアリング業務をご提供いたします
- FAX 078-982-8352(24時間受付)

©Copyright 2026 株式会社モーションシステム All Rights Reserved.