究極の軌跡制御(VersionUp)
- 2023年12月1日
究極の軌跡制御
X-Y-Z空間に指定したポイントをなぞるように加速度設定と速度設定のみに従い,
滑らかな軌跡を描く,サーボモータ制御のアプリケーションです。
NC制御装置のGコード命令では表現できなかった軸動作や,
汎用PLCのモーション命令を組み合わせた制御では同期の煩わしさや生産速度低下などに
苦慮した事などを,解決するために開発したアプリケーションです。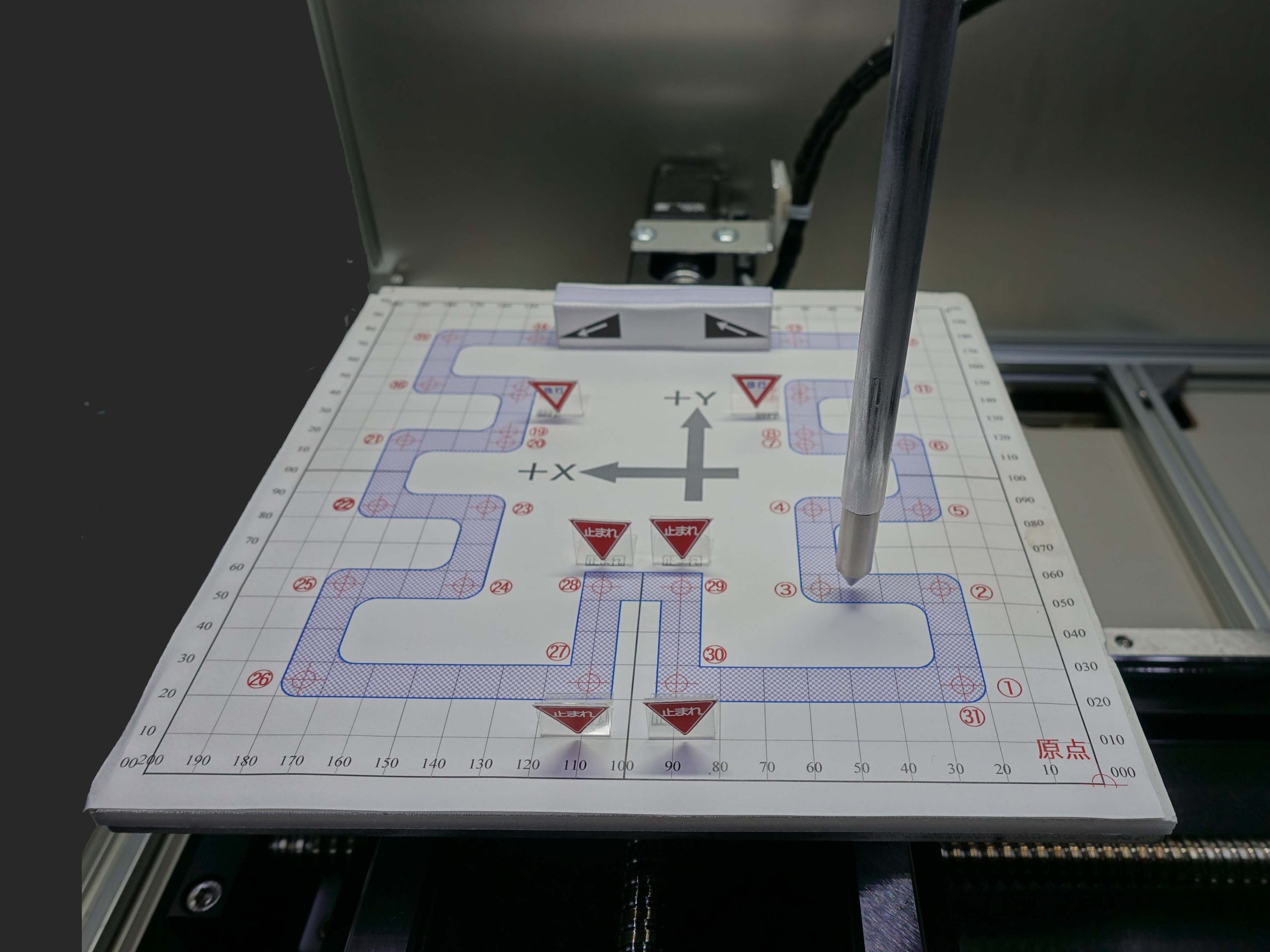
<
軌跡ポイント
下図の様に,X-Y平面上に①番から㉛番までポイント位置を設定します。
この①番から㉛番までの指定ポイントを,X-Y平面上をサーボモータが軌跡を描きます。
時間軸を基本とした電子カム制御を実行します。
設定はシンプルです。
1.下図①から㉛迄のX-Y-Z各ポイント位置
2.速度設定
3.加速度設定
のみの設定で,最高速度,加速度から最適なカーブを自動的に計算して軌跡を描きます。

入力設定項目
1.共通パラメータとして,各サーボ軸ごとに
・①基準速度
・②加速度
・③ソフトリミット
2.運転パラメータ
・オーバライド
3.各ポイント毎の運転データ
・ステップの最大値はありません,コントローラのメモリが許す限り使用できます
ゼロステップ目を原点初期位置として,ステップ順に直線補間により同期運転を行います。
目標位置は全て絶対位置指定となります,(NC命令の様な円弧補間命令等はありません)
時間軸を基本とした電子カム制御を実行します。

軌跡カーブ
スムーズ曲線を描く条件は,「速度設定」と「加速度設定」からなります。
速度設定は,機械及び駆動モータの許容できる速度,
加速度設定は,機械許容できるイナーシャもしくは,
サーボモータの許容トルクからの加速度設定を行います。
下図の,A点を開始点,B点を経由,C点を目標とした軌跡例では,
B点で減速せず直角に曲がることはできないため,それなりに減速する必要があります
速度と加速度パラメータから,自動的に最適なカーブを描きます
その速度と加速度の関係から描かれるカーブは,
速度が早ければ早いほどカーブ軌跡は内側に
加速度がなだらかであればなだらかなほど,カーブは内側軌跡を描きます。

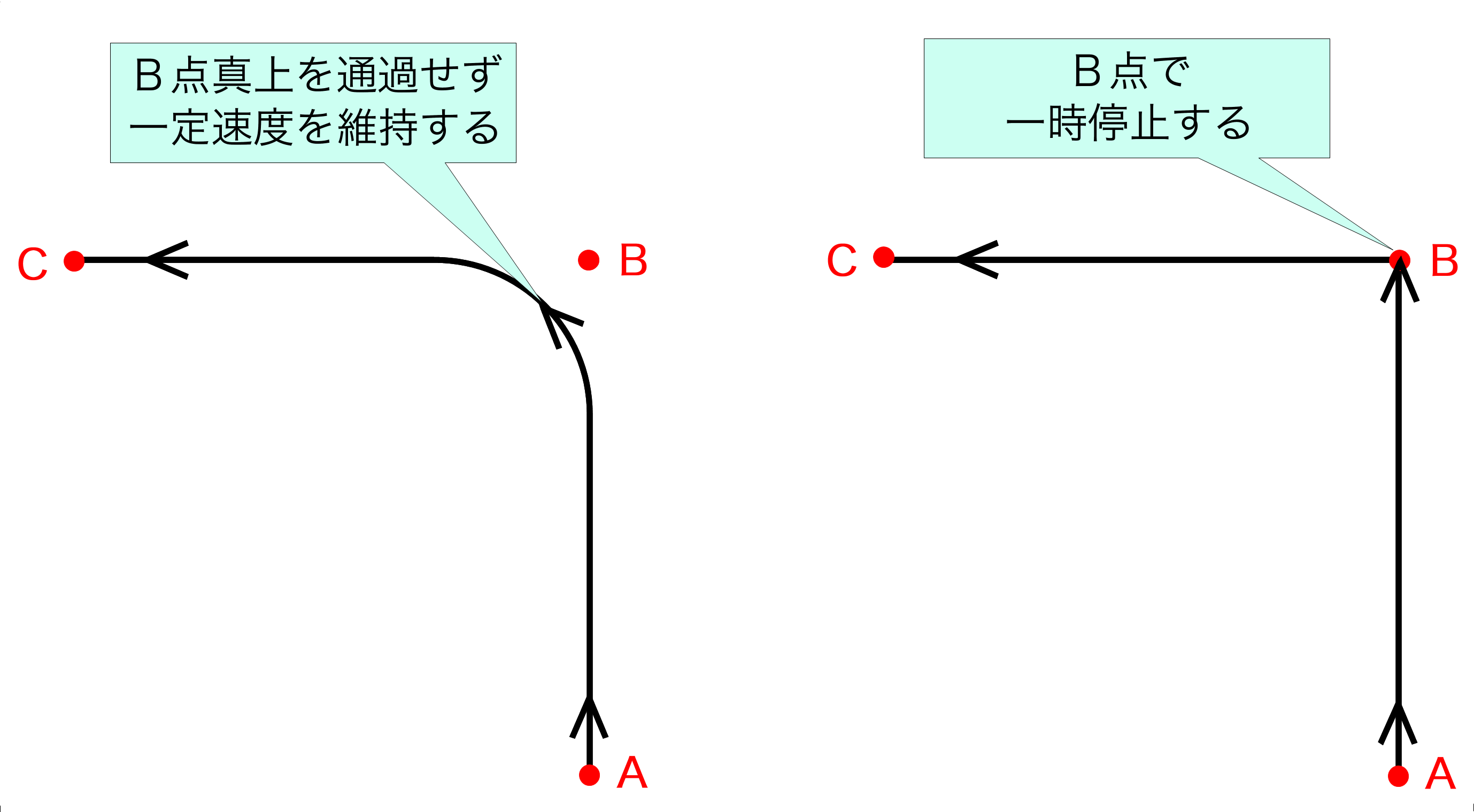
曲がり方の種類
X-Y-Zのカーブ処理は下図の2種類
A点から出発し,B点を通過後に,C点を目標とした場合例
左図は,一定速度維持を条件とするため,B点手前で曲がり始める
右図は,B点上通過を条件とするため,B点で減速停止する。
自動運転
インチング運転
自動運転の途中停止からでも,釦を押している間のみ動作するインチング運転が可能です,
この機能は機械の干渉確認を行うのに非常に便利な機能です,
また正転インチングのみならず逆転インチング運転も可能です。
本システムは,主軸を時間軸とした電子カム制御であるため,仮想時間軸を逆に回すことにより,逆転インチングが安定的な動作が可能となります。
非常停止後続行
自動運転の途中で非常停止が発生しても,運転準備をもう一度投入すれば,そのままインチング運転が続行できます
非常停止から更に制御電源遮断されても,再電源投入後にはそのままインチング運転が続行できます。
逆転自動運転
自動運転での「運転データ」をそのまま使用した,逆転自動運転を行う事ができます。
注:加減速度設定及び速度設定の関係により正転運転と逆転運転でのコーナ部分の軌跡が異なる場合があります。
オーバライド速度変化による軌跡相違
オーバライド100%での動画と,オーバライド20%での動画とをXYトレース図を右に示し,それぞれ運転します
時間軸を基本とした電子カム制御であるため,オーバライド設定による運転速度変更でも,同じ軌跡を描きます。
XYトレース軌跡測定した下図の2図は,オーバライド100%と,オーバライド20%との比較であり,相違はありません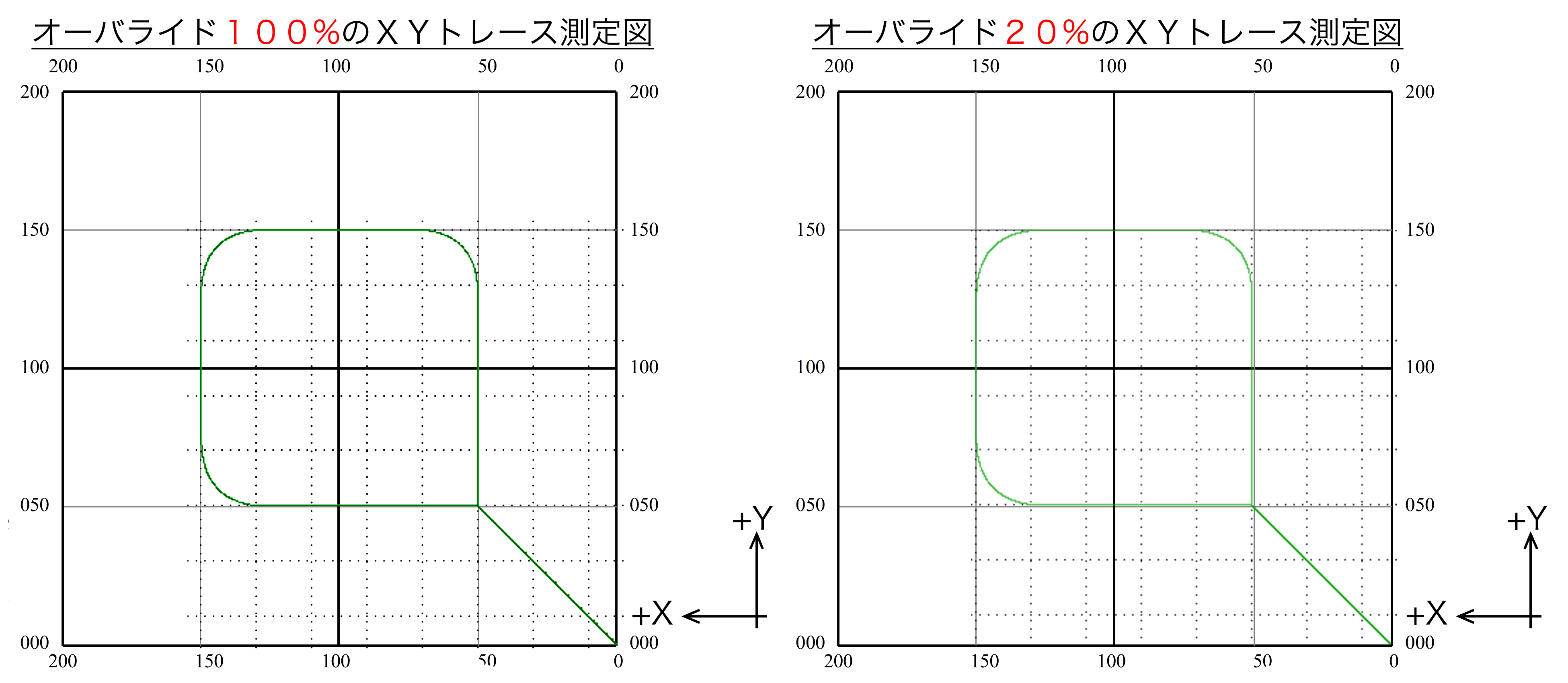
連続微少区間による運転
加減速度による曲がり方カーブ生成だけでなく,微少区間を連続的に直線補間で結ぶ方法があります。
下図③~⑫点では細かく軌跡を指定しています,加減速度は常に制御していますので加減速度以上の急な軌跡は描きません。
連続微少区間での速度低下を起こさないようにステップの先読み機能があり,標準で10ステップの先読みを行います,先読みステップ数は更に拡張できます。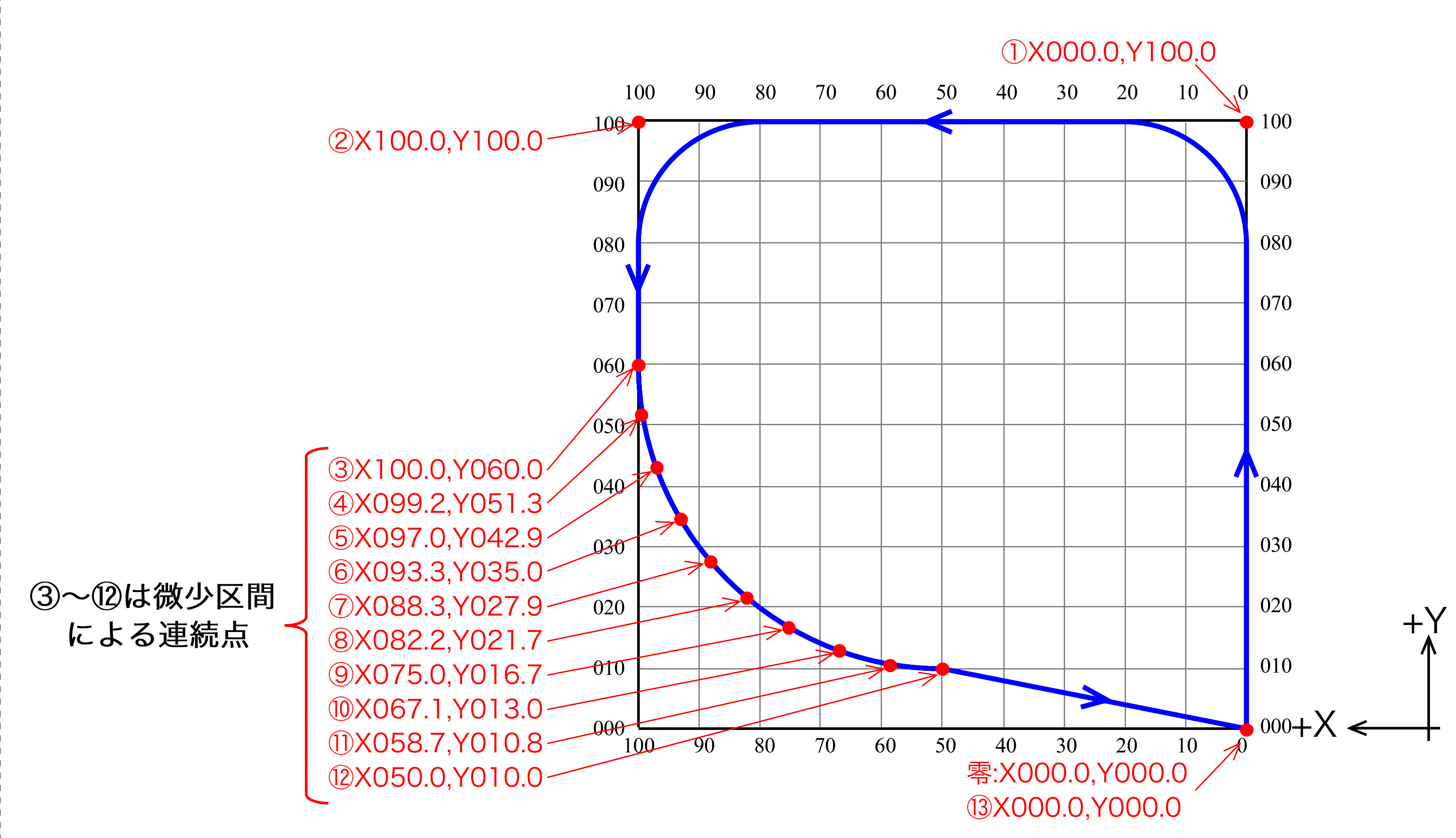
信号出力
運転データのステップ毎に32点の信号出力が可能です。
下図動画ではY軸移動ステップに赤色点灯,X軸移動ステップに緑色点灯しています。
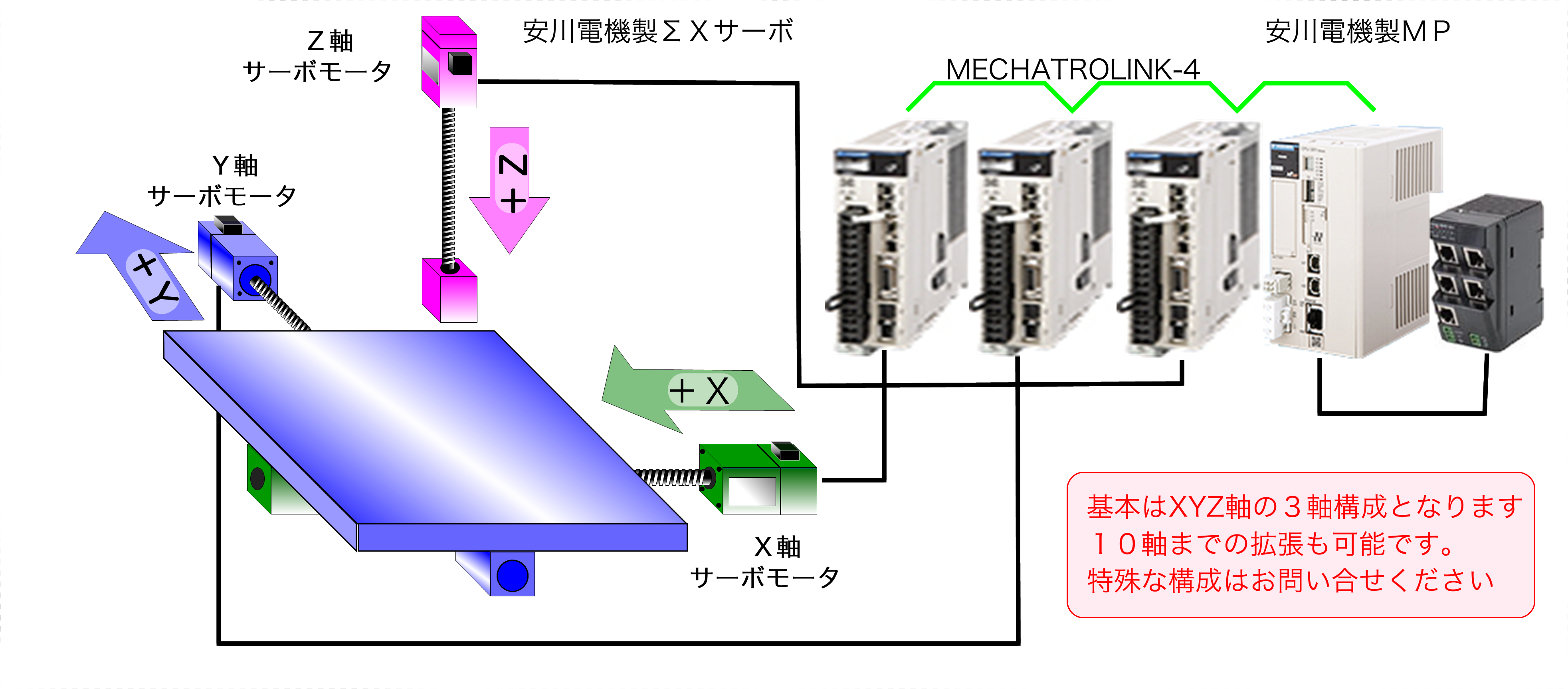
構成図
軌跡制御の特徴
- 各ステップの位置・各軸の速度パラメータと加速度パラメータのみで理想的なカーブを描く
- 軌跡運転途中で一時停止後,サーボOFF,更に全電源OFFとしても,再電源ON後にそのまま再起動できる
注:電源遮断直後の惰走停止区間が発生した場合では,通常運転に比べ軌跡が異なる場合があります。 - 連続運転のみならず,インチング正転運転,インチング逆転運転も可能である
- 正転自動運転の運転データでの逆転自動運転も可能です
注:加減速度設定及び速度設定の関係により正転運転と逆転運転でのコーナ部分の軌跡が異なる場合があります - オーバライド設定による運転速度変更でも,同じ軌跡をたどる
- 時間軸を基本とした電子カム制御であるため,繰り返し運転において各ステップ毎の繰り返し時間は変わらない
- 運転ステップ数の制限はありません,コントローラメモリーの許す限り使用できます
システム提供方法
X・Y・Zの3軸構成が基本ですが,4~10軸の特殊な軸構成でも別途対応いたします。
電気系システムのとりまとめを行いますので,ご相談ください。
- 貴社の状況に合わせたエンジニアリング業務をご提供いたします
- FAX 078-982-8352(24時間受付)
